
O nas
Targi Sacro-Expo 2021 w Kielcach, otrzymaliśmy nagrodę za 100 lecie działalności ludwisarskiej.








Nasza historia wyrobu dzwonów

Wystawa SACRO EXPO KIELCE Medal J.E. Ks. Biskupa Jana Piotrowskiego za "Dzwony i zegary wieżowe"
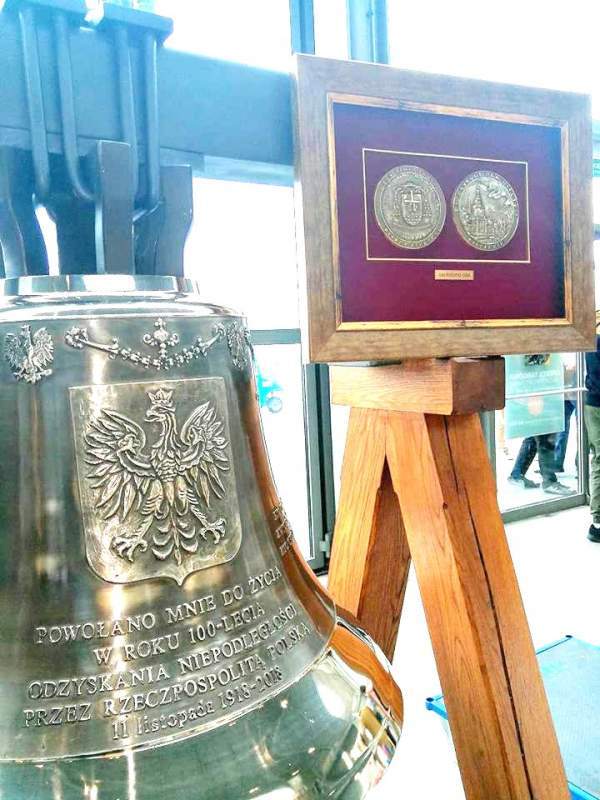


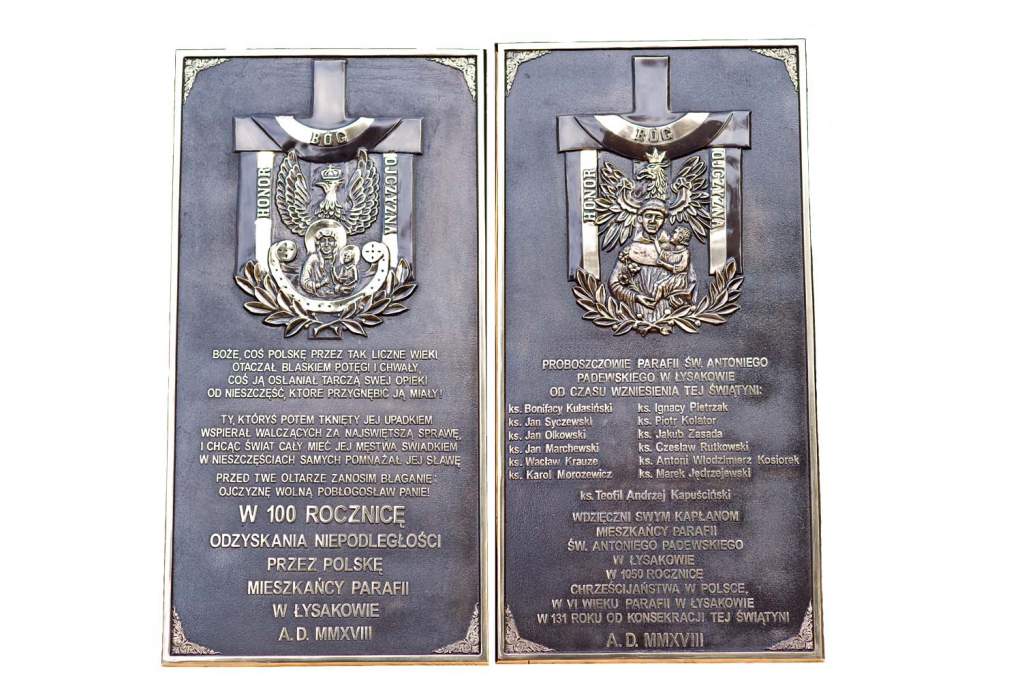
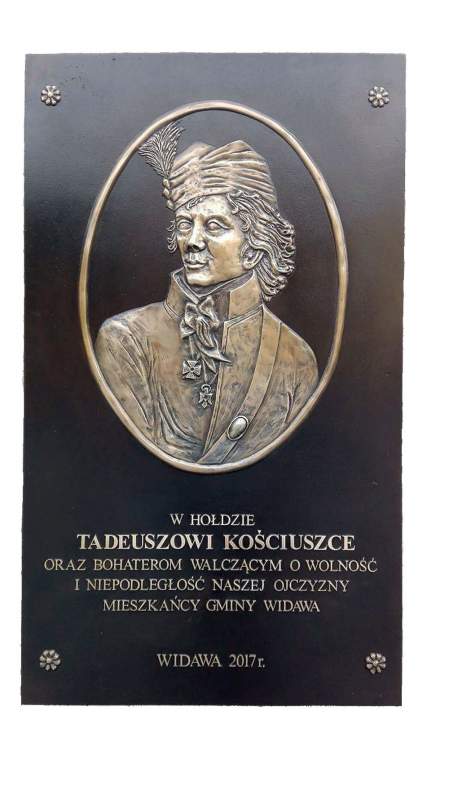
W naszej ludwisarni powstaje seria dzwonów pt. "Dzwon Niepodległości 1918-2018"












Dzwon – instrument muzyczny należący do grupy idiofonów naczyniowych. Dzwon jest instrumentem perkusyjnym, gdyż źródłem dźwięku jest drganie całego instrumentu, pobudzanego uderzeniami serca lub bezpośrednimi uderzeniami za pomocą innego przedmiotu np. belki lub bijaka. Oprócz samodzielnych egzemplarzy, używanych głównie do celów sygnalizacyjnych i religijnych, istnieją również zespoły odpowiednio nastrojonych dzwonów, tworzących większe instrumenty – carillony. Uderzanie poszczególnych dzwonów w odpowiedniej kolejności pozwala na wygrywanie melodii i utworów wielogłosowych, wybijanych ręcznie czy za pośrednictwem specjalnej klawiatury przez carillonistę lub zaprogramowanej odpowiednim mechanizmem - żródło wikipedia.
Za ojczyznę dzwonów uważa się Azję. Najstarszy zachowany do dziś instrument pochodzi z IX w. p.n.e. Jest to nieduży dzwonek z brązu, odkopany w pobliżu Babilonu. Dzwony były znane również w Egipcie, Chinach, Indiach, w niektórych częściach Afryki i Ameryki. Dzwonki na szatach kapłana opisane są w Biblii w Księdze Wyjścia[3]. W Chinach legendarne dzwony wiązane są z mitycznym cesarzem Shennongiem (Płomienny Cesarz), który miał zostać poinformowany za pomocą ich dźwięku o buncie w stolicy. Z V w. p.n.e. pochodzą zestawy strojonych dzwonów, zwane bianzhong. Dzwony i dzwonki są obecne od 5000 lat w Indiach, Nepalu i Tybecie. Znajdowane są w grobach władców indiańskich w Ameryce Środkowej i Południowej, znane były Aztekom i Inkom – najstarsze znaleziska pochodzą z 500 r. p.n.e[4]. - żródło wikipedia.
Około IX wieku zaczęto używać dzwonów w celach świeckich. Za cesarzów saksońskich wieże obronne w Niemczech, zwykle wznoszone oddzielnie na wyniosłościach terenowych, z których obserwowano ruchy nieprzyjaciela, posiadały dzwony sygnałowe. Dzwonem kościelnym zwoływano lud pod broń, do gaszenia pożaru, do ratowania się przed powodzią lub napadem wroga. Później w wielu miastach te role pełniły dzwony ratuszowe. We Włoszech w średniowieczu używany był dzwon obozowy, zawieszony w dzwonnicy przewożonej na kołach (carroccio). - źródło Wikipedia.
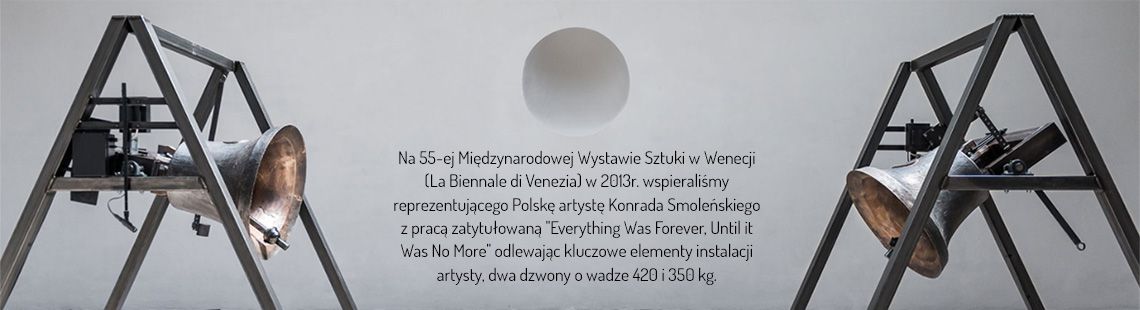
W 2013 roku Konrad Smoleński reprezentował Polskę na 55. Biennale Sztuki w Wenecji projektem Everything Was Forever, Until It Was No More, który aktualnie w nieco zmodyfikowanej formie można oglądać w Narodowej Galerii Sztuki Zachęta w Warszawie. Główną ekspozycją są dwa dzwony o wagach 420kg i 350kg odlane w naszej ludwisarni w Węgrowie oraz wyposażone w stalowe konstrukcję wraz z automatyką napędową w Firmie Prais w Poznaniu.
Jednym ze znanych dzieł Ludwisarni Kruszewskich są dzwony wykonane w 1973r. w czynie społecznym dla Zamku Królewskiego w Warszawie. Wykonane gongi zegarowe dla wieży warszawskiego Zamku Królewskiego różnią się przede wszystkim kształtem od tradycyjnych dzwonów. Są bardziej płaskie, przypominające kształtem kapelusz. Większy dzwon waży 840 kg oznajmia godziny, drugi mniejszy waży 465 kg i jest głosem przemijających kwadransów.
Bazując na wielopokoleniowym doświadczeniu dokładamy starań, aby nasze wyroby wykonywać w oparciu o najnowocześniejsze technologie łącząc je zarazem z tradycyjnym rzemiosłem ludwisarskim. Pomocna, w tym celu jest współpraca z Zakładem Odlewnictwa Artystycznego Politechniki Częstochowskiej, a w szczególności z dr inż. Maciejem Nadolskim.
Nasze prace oraz urządzenia można spotkać nie tylko w Polsce, ale również w takich krajach jak: Stany Zjednoczone, Papuja Nowa Gwinea, Brazylii, Rwanda, Boliwia, Indie, Togo, Anglia, Hiszpania, Norwegia, Finlandia, Niemcy, Holandia, Belgia, Włochy, Kazahstan, Litwa, Łotwa, Białoruś, Ukraina, Rosja.